 Em alguns artigos anteriores falei sobre os benefícios e principalmente dos malefícios de se utilizar planilhas em Excel para controlar a produção ou para calcular o OEE.
Em alguns artigos anteriores falei sobre os benefícios e principalmente dos malefícios de se utilizar planilhas em Excel para controlar a produção ou para calcular o OEE.
A grande desvantagem está em como obter as informações confiáveis da produção, porque o uso de planilhas implica na anotação das informações pelos operadores. Pode-se até conseguir que estas informações sejam corretas e confiáveis por algum tempo, mas é praticamente impossível manter isso por um longo tempo.
De qualquer forma é importante que se possa analisar e estudar, se não toda a produção, pelo menos algumas máquinas ou linhas por um período. Nesse caso o uso de planilhas é aconselhável porque o investimento é baixo e pode ser o início de uma mudança de cultura, tanto no chão de fábrica quanto na gestão da empresa.
Foi com essa intenção que criei essa primeira planilha; mais simples, quase didática; para que você possa fazer o download e usar para analisar o efeito de ações reais em máquinas na produção.
Vou explicar alguns pontos importantes da planilha.
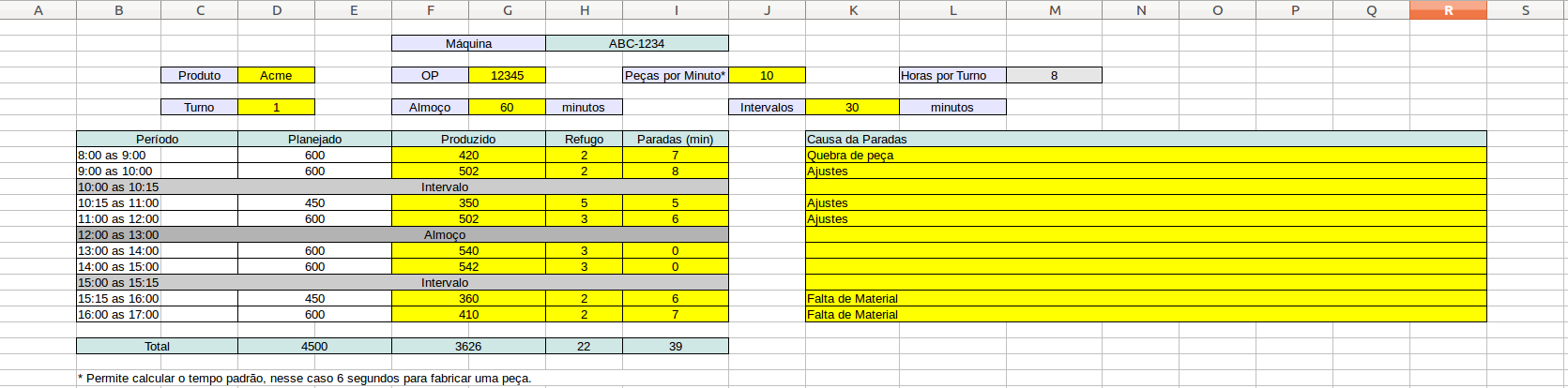
Clique na imagem para ampliar.
- Você deve preencher os campos em amarelo.
- A planilha considera um turno de 8 horas e o monitoramento de uma máquina executando uma OP. Você pode fazer alterações para adaptar as suas necessidades.
- O tempo padrão, ou peças por minuto, é base de todos os cálculos da planilha, portanto é fundamental que se tenha realizado antes uma medição para esse produto nessa máquina.Como um sistema MES pode ajudar na redução do setup de máquina? Como os tempos de setup podem ser reduzidos utilizando um sistema automático de coleta de dados?
- Você pode apagar os valores, ajustar para impressão e utilizar essa mesma planilha para as anotações na produção, vai um pouco de trabalho mas não é difícil.
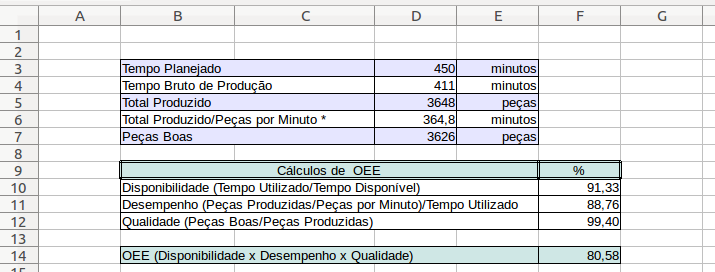
- Na aba OEE estão os cálculos de OEE, você pode criar várias abas para vários dias. Esta planilha, como disse, esta preparada para um dia. Com vários dias de análise, por exemplo um mês, é possível fazer uma análise da evolução do OEE durante esse período, principalmente se você, por exemplo, tenha feito alguma mudança com base em lean e queira avaliar o impacto na produtividade da máquina/operador.
- Os motivos de parada anotados podem ser utilizados para avaliar os principais problemas de disponibilidade, é muito interessante ter essa informação para o estudo.
- O tempo de almoço de 60 minutos e os dois intervalos de 15 minutos (que pode ser café, laboral e/ou banheiro) são tempos não planejados e por isso não são considerados no cálculo da disponibilidade do OEE.
Em breve disponibilizarei uma outra planilha, menos didática mas que pode ser utilizada diretamente na produção.
De novo, não se esqueça, estamos falando em estudos na produção para que se possa conhecer melhor os problemas, mas gerenciar dessa forma por muito tempo é muito difícil.
Se tiver alguma sugestão ou comentário, eu convido você a escrever no espaço abaixo.
Para fazer o download da planilha clique aqui.




Muito bom seus e-book’s.
Fico contente que você tenha gostado Douglas.
Em breve estarei publicando mais um que trata de Lean e MES.
Abraços,
Caique
Muito bom, parabéns por seu trabalho.
Obrigado Paulo.
Caique, Bom dia
primeiramente gostaria de parabenizá-lo, pelos e-books e nos disponibilizar.
Tenho uma linha que não é dedicada a um determinado produto. Utilizando a planilha disponibilizada terei que fazer uma para cada peça?
Grato pela atenção
Emerson
Olá Emerson,
Sim. Essa planilha tem uma função didática e de estudo, por exemplo, imagine que você quer estudar um produto em uma máquina para verificar se o OEE condiz com os preços que você está praticando.
E você pode perguntar: “Mas como assim? Preço relacionado com OEE?” Eu explico, o OEE mede a eficiência da máquina com base em um tempo padrão que está relacionado a um produto.
Se ao produzir esse produto houver muitas paradas, ou você imagina fazer 1 peça por minuto mas faz 1 a cada 1 minuto e 10 segundos em média, ou ainda, a cada lote de 1000 peças existe uma perda de 25 em média. Essas informações devem ser consideradas na formação do preço, ou o cliente paga ou você paga. É claro que se um concorrente for mais eficiente você pode perder mercado, daí a necessidade de controlar essas variáveis para que não seja necessário aumentar o valor final do produto ou diminuir a margem.
Estou preparando uma nova planilha, menos didática mas mais eficiente, para ser utilizada na produção, aí você terá menos trabalho, um pouco menos, na gestão de OEE em sua linha.
Obrigado pelos elogios e se eu puder ajudar em alguma coisa, estamos aí.
Abraços,
Caique.
Olá, Bom dia!
Primeiramente gostaria de parabeniza-lo pelo trabalho, muito bom.
Aqui onde trabalho, estamos ultimamente trabalhando com peças de longo prazo na maquina e gostaria de saber se você possui algum tipo de OEE para medir tempo, disponibilidade e qualidade, ou algo parecido para melhor coletar informações de hora maquina/peça.
desde já agradeço e fico no aguardo!
att.
Olá Maurício,
Obrigado.
Você está se referindo a uma planilha para isso, certo?
Em breve estarei publicando uma nova planilha em excel mais preparada para a análise de OEE, de qualquer forma quero ressaltar que o uso de planilha é um paliativo para o monitoramento de OEE em poucas máquinas e por pouco tempo. A solução que recomendo, é claro, é a utilização do Kite MES. A empresa pode fazer a locação para poucos pontos e ter uma solução com coleta automática e com baixo custo. A ampliação da gestão de OEE vai aumentando conforme a necessidade.
Fico a disposição.
Abraços,
Caique.
Olá Caique, boa noite. Parabéns pelo seus trabalhos e iniciativa na divulgação do lean manufacturing. Gostaria de saber mais sobre o Software de chão de fábrica.
Abs,
Olá José,
Temos alguns “folders” para download na página do Kite MES, não sei se você já pegou lá.
Temos também vídeos na página de tutorias que mostram algumas funcionalidades.
De qualquer forma estou a disposição para esclarecer mais sobre o Kite MES.
Abraços,
Caique.
parabéns pelo trabalho
estamos tentando implementar OEE aonde estou trabalhando mas não trabalhamos só com maquinas e sim com linhas de produção tem como fazer um OEE para cada linha sendo que é cada linha com produtos diferentes, e com velocidade de esteiras diferentes;
Bom dia Vanessa,
Apesar do OEE ter sido criado inicialmente para controlar máquina (E de Equipament) pode ser utilizado para controlar linhas de produção sim. Temos vários clientes que fazem isso. Será necessário medir a disponibilidade, ou seja, se a linha para de funcionar por alguma razão durante o período que foi programada para produzir, isso irá reduzir a disponibilidade. Será necessário descobrir o tempo padrão para cada linha/produto (tempo de ciclo). Esse tempo determina o tempo para produzir uma peça em condições normais e uma vez abaixo desse valor o desempenho será afetado. Finalmente os produtos produzidos deverão ser avaliados para determinar a qualidade. Os produtos rejeitados irão reduzir o índice de qualidade. Com essas informações é possível calcular o OEE de cada linha para cada produto.
Esperto ter respondido as suas dúvidas.
Abraços,
Caique.
Boa tarde!
Preciso fazer uma planilha de previsão de demanda para nivelamento da produção para uma família de produto. O estoque inicial é de 1000 unidades espera-se um aumento de estoque para 2 meses de cobertura com relação a mé
dia mensal.
É dado o período,estoque, previsão?,/produção?
Gostaria de saber se é viável usar essa planilha.
Olá,
Infelizmente não. Essa planilha foi projetada para coleta de dados de produção com a finalidade de calcular o OEE.
Abraços,
Caique.
Olá,
Vi e li atentamente este artigo e subscrevo plenamente o que aqui está dito.
O OEE deve medir sempre e sempre a eficiência global das nossas máquinas ou determinada máquina, para estudos mais exaustivos.
Agora lanço aqui um pequeno tema de discussão sobre este indicador:
O quanto fiável é fazermos esta recolha de dados, quando, por exemplo com a crise que assombra algumas empresas, temos máquinas e/ou linhas de produção que ficam paradas 6 semanas e trabalham 1 semana? (e assim sucessivamente nos próximos meses).
A inatividade é enorme, quando comparado com o tempo real de produção.
Que conclusões podemos tirar do indicador OEE?
Abraço
Azevedo