

Exitem basicamente duas formas de se utilizar uma máquina:
- A máquina produz um só produto e portanto as paradas são basicamente em caso de defeito, de outra forma a máquina irá operar enquanto houver necessidade de produtos, ou
- A máquina produz um conjunto de produtos diferentes, e nesse caso além das paradas por defeito é necessário parar a máquina toda vez que se for fazer uma troca de produto. A intenção é reajustar a máquina para produzir o novo produto. Essa atividade é conhecida como Setup de Máquina.
É fundamental para a saúde financeira da indústria aproveitar ao máximo cada investimento e comprar máquinas que possam fazer vários produtos é parte dessa decisão. Mas muitas vezes o tempo de setup para permitir a troca é tão grande que todo o ganho que se pretendia inicialmente é perdido. A máquina fica muito tempo parada para setup.
Como isso pode ser melhorado? Como um sistema MES pode ajudar na redução do setup de máquina?
Nas décadas de 60 e 70 Shigeo Shingo aprofundou as técnicas de SMED ou Single Minute Exchange of Die, que numa tradução aproximada seria a troca rápida de ferramentas ou literalmente algo como troca de molde em um digito de minuto, menos que 10 minutos.
O trabalho de Shigeo Shingo foi avaliar como funciona o setup de uma máquina e como esse tempo pode ser reduzido ao máximo. O ideal seria que a máquina não parasse nunca, mas isso é impossível, então que ações devem ser tomadas para reduzir esse tempo ao máximo?
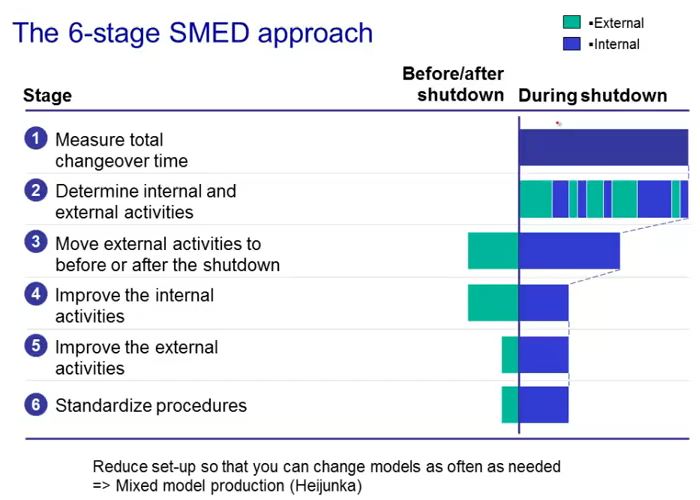
Shigeo Shingo dividiu o tempo de setup em dois tipos:
- Tempo Interno: É o tempo gasto para realizar os ajustes na máquina em que ela está parada ou produzindo somente para análise de qualidade do produto.
- Tempo Externo: É o tempo de atividades que são realizados com a máquina em produção, principalmente durante o final da produção do produto anterior ao setup.
A intenção de Shingo é após essa análise, transformar ao máximo tempos internos em tempos externos, isso permitirá atuar no setup com a máquina produzindo o produto anterior. A figura abaixo mostra os 6 passos para a implantação do SMED.
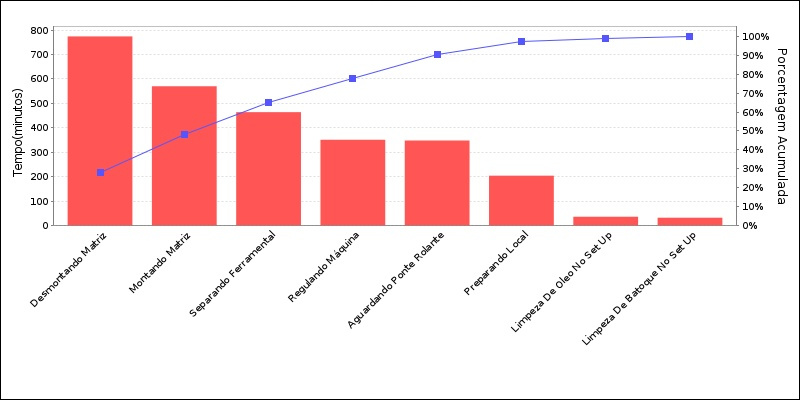
Temos um artigo no blog do Kite MES que aprofunda a análise sobre SMED, se você quiser ler clique aqui. É claro que a execução do SMED é mais complexa que esse gráfico, mas o que quero mostrar é que é fundamental medir os tempos de atividades do setup e quanto mais detalhado melhor, porque é com base nesses tempos que irá se reduzir o tempo total.
No artigo “Qual o Impacto De Uma Parada Não Planejada?” foi apresentadas as ações a ser tomada em relação a paradas não planejadas, porém o setup que é planejado a coisa é mais complexa ainda porque pode se traduzir em uma grande dor de cabeça para a gestão da produção. É por isso que estou enfatizando a necessidade de se medir todos os tempos envolvidos na execução do setup.
uma das inúmeras frases atribuídas a Nenem Prancha diz que “PÊNALTI É UMA COISA TÃO IMPORTANTE QUE QUEM DEVERIA BATER É O PRESIDENTE DO CLUBE”, acho que eu poderia traduzir para o chão de fábrica essa frase:
SETUP DE MÁQUINA É UMA COISA TÃO IMPORTANTE QUE QUEM DEVERIA EXECUTAR É O PRESIDENTE DA EMPRESA.
Esse artigo é uma reedição atualizada do artigo “Setup de Máquina: Tempo perdido ou tempo investido?” de agosto de 2014.
|
O Kite MES possui um tratamento especial para atividades de setup que permite no próprio coletor de dados que a equipe responsável pelos ajustes ou o responsável por coletar essas informações, possam informar cada atividade que está sendo executada. O Kite MES armazena as atividades e o tempo gasto executá-la. Isso, é claro, pode ser realizado várias vezes, com várias equipes diferentes para se obter o maior número possível de informações. Esses dados servem, então, de base para a análise dos tempos, para a transformação de tempos internos em tempos externos, para a redução dos tempos e ainda para a verificação se a padronização dos tempos está de fato sendo seguida. A figura abaixo mostra um exemplo de análise de tempos do Kite MES mostrando os tempos das principais atividades executadas durante o setup de uma máquina em um determinado período.
|




Artigos excelentes. Como aulas na Faculdade aplicadas na vida industrial.