
No artigo “Coleta de dados, o que isso tem a ver com a gestão da produção?” e no artigo “Vantagens de utilizar um coletor de dados sem fio na produção” já toquei nesse assunto (inclusive apresentando as características do Coletor Kite MES, se quiser o material eletrônico clique aqui).
Volto a coleta de dados porque tenho visto que muitas indústrias a coleta de dados ainda é negligenciada, e que na realidade é justamente os dados corretos da produção que irão permitir avaliar e corrigir o que está errado.
A coleta de dados é base de todas as soluções de gestão da produção para o cálculo de OEE ou de soluções MES. Todos os relatórios serão gerados a partir dessas informações, sendo assim…
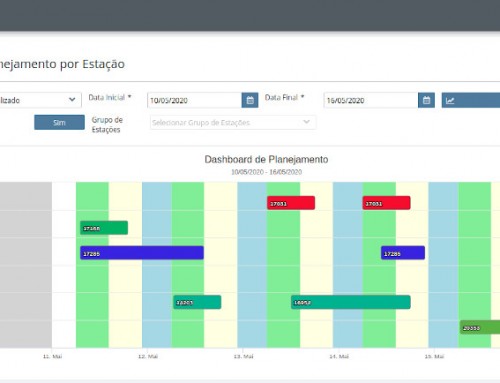
Sendo assim é fundamental que exista um meio de obter as informações da produção de forma automática, ou seja, sem necessitar que os operadores gerem as informações e em tempo real. Mas quais são informações que se pode capturar dessa forma?
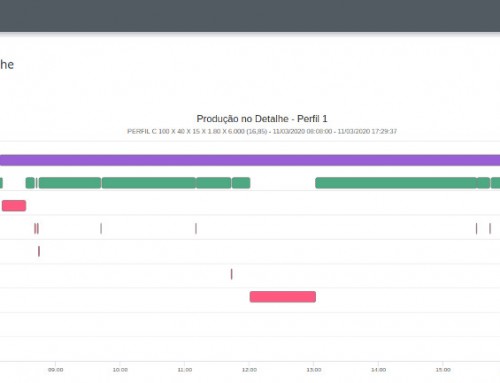
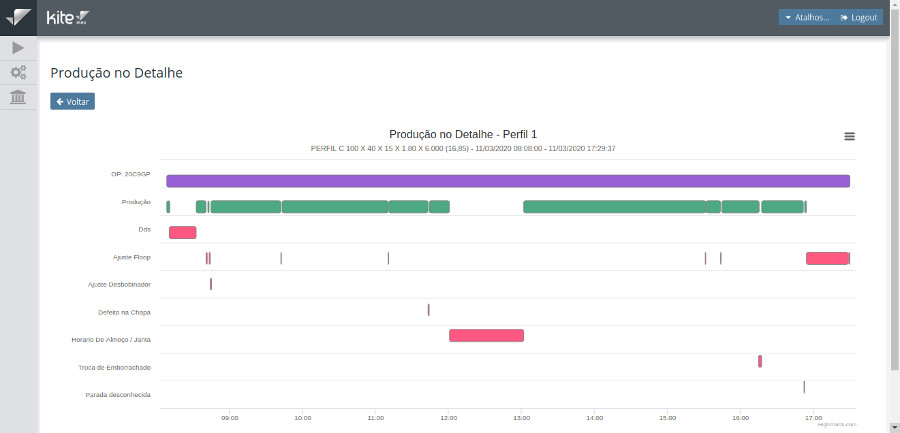
- Ciclo de Máquina: É o tempo que a máquina ou linha leva para produzir um novo produto. Com um sensor na máquina ou na linha é possível obter esse valor a cada produto fabricado.
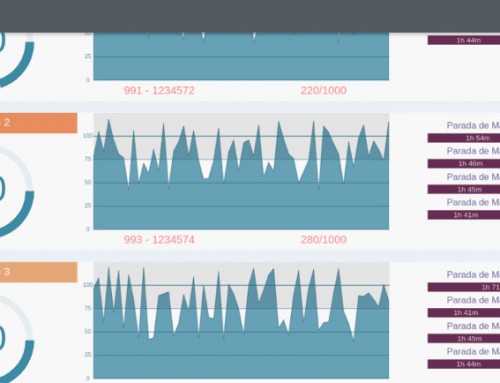
- Paradas: É possível obter o início e o fim de parada de máquina ou linha. Considere que o Ciclo de Máquina medido exceda em 10%, por exemplo, o tempo normal, com essa informação é possível detectar uma parda de forma automática. Mas alto lá? Pode ser que a máquina não parou de fato, só diminuiu o ritmo, então temos micro paradas.
- Micro Paradas: São paradas muito rápidas, alguns segundos, e que são imperceptíveis se não for monitorada automaticamente. Micro Paradas não caracterizam paradas, mas são na realidade queda no ritmo da produção. No caso do OEE não afetam a disponibilidade , mas sim o desempenho da produção.
Com esses 3 dados é possível ter 2 dos índices do OEE: Disponibilidade e Desempenho, e em tempo real.
Outro erro que se comete é não considerar como importante o Tempo Padrão, ou o tempo teórico ou ideal do Ciclo de Máquina. O Tempo Padrão é que irá determinar se a produtividade está boa ou ruim. Definir valores de Tempo Padrão sem uma metodologia para gerar índices de OEE acima de 100%, o que é bastante estranho.
Caso não se tenha o Tempo Padrão próximo do real a coleta de dados automática por algum tempo, por exemplo, um mês permitirá o calculo pelo próprio sistema de gestão da produção.
Dados que são difíceis de se obter de forma automática são, por exemplo:
- Sintoma da Parada
- Número da Ordem de Produção
- Operador(es) que está(ão) executando as atividades de produção
- Técnico(s) que está(ão) executando atividades de manutenção
Nesse caso será necessário que o operador ou o técnico forneça a informação, mas quase sempre a máquina estará parada o que, em tese, não afeta a produtividade.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}