 Uma das coisas mais importantes da internet é o fato de haver informações e opiniões em toda parte e podermos compartilhar isso. O editor da revista Automation World, Gary Mintchell fez um comentário no último editorial com o título “To OEE Or Not To OEE”, ou seja, algo como “Usar ou não usar o OEE” onde comenta o artigo “OEE Numbers Shine a Light on Packaging Machine Performance”.
Uma das coisas mais importantes da internet é o fato de haver informações e opiniões em toda parte e podermos compartilhar isso. O editor da revista Automation World, Gary Mintchell fez um comentário no último editorial com o título “To OEE Or Not To OEE”, ou seja, algo como “Usar ou não usar o OEE” onde comenta o artigo “OEE Numbers Shine a Light on Packaging Machine Performance”.
O OEE é o índice mais utilizado quando se trata de medição da produtividade industrial, nesse artigo apresentamos as características gerais sobre OEE, se você quiser mais informação faça o download (clique aqui) do eBook “OEE na Prática” onde vamos um pouco além das informações desse artigo e mostramos como utilizar esse índice no dia a dia da Produção.

A forma mais difundida de medir a eficiência na área industrial é conhecido como OEE (overall equipment effectiveness ou eficiência global de máquina) mas que pode ser utilizado para medir a eficiência da linha, da célula, ou até da empresa.
Como saber se algo está bom ou ruim sem que tenhamos uma referência, dizem que foi Einstein quem disse que “tudo é relativo”, talvez ele nunca tenha dito isso mas em muitas situações é importante relativizar, ou seja, comparar com algo que já temos de antemão como uma referência, por exemplo, uma empresa com OEE acima de 85% é chamada de “World Class”, ou Classe Mundial (numa tradução direta), o que significa que possui alta eficiência na produção industrial, mas como é possível atingir esse valor?
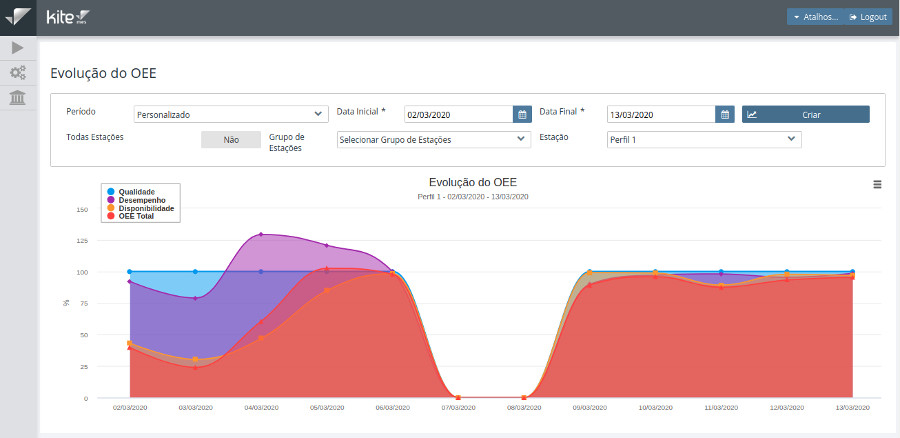
Primeiro vamos entender como é calculado esse índice. O OEE é composto por 3 medições que são:
- Disponibilidade. Que mede o quanto uma máquina (ou célula) está disponível para realizar a atividade que foi planejada.
- Eficiência. Qual é o tempo gasto para produzir um produto em relação ao que a engenharia mediu como sendo possível, por exemplo, se era para produzir em 1 minuto porque está gastando 2 minutos para fazer um mesmo produto. O tempo definido pela engenharia é o tempo padrão e serve como referência para o cálculo da eficiência.
- Qualidade. Qual a qualidade do que está sendo produzido? Não adianta ter alta disponibilidade e produzir rápido mas produzir tudo com defeito, no fim não se produziu nada, só sucata.
O cálculo do OEE é feito simplesmente multiplicando estes 3 índices, parece fácil não é? É, a conta é fácil, o difícil é obter esses dados com confiabilidade, porque também não adianta nada ter um índice que não seja confiável e além do mais muitas ações na produção são em tempo real, de que adianta saber que no ano passado ou no mês passado a empresa não foi eficiente se o problema já foi resolvido semana passada.
Além do mais uma empresa World Class tem no mínimo o seguintes índices:
- Disponibilidade: 90.0%
- Performance: 95.0%
- Qualidade: 99.9%
- OEE Total: 85.0%
A conta é 0,9 x 0,95 x 0,999 que é igual a 0,854145 que multiplicado por 100 dão um pouco mais de 85 %. A princípio 85 % não parece tão inatingível mas imagine que além de estar disponível em 90 % do tempo e ter uma performance de 95 %, a qualidade do que está sendo produzido é de praticamente 100 %.
O OEE foi concebido dentro do sistema de gestão da manutenção desenvolvido pela Toyota no pós guera e que é conhecido como TPM – não aquela TPM mais famosa – que significa Total Productive Maintenance ou Manutenção Produtiva Total e se aplicava no início a máquinas na linha de produção onde os próprios operadores são treinados para fazer algumas tarefas que no modelo tradicional era de responsabilidade exclusiva da equipe de manutenção.
Um dos grandes problemas que dificultam atingir um OEE de 85 % são as paradas de máquina, isso é mais fácil, em tese, de ser controlado em uma linha ou célula de produção, e por isso é fundamental saber quais são as principais causas de parada seja de máquina ou não para atuar diretamente no problema o quanto antes. Mas é preciso saber quais os maiores causadores de paradas e porque, mais uma informação que precisa ser confiável e em tempo real.
Cometário sobre o editorial de Gary Mintchell, editor da revista Automation World.
Uma das coisas que são importantes ressaltar é que Gary acredita que se uma empresa vai utilizar as informações de OEE, ela deve utilizar direito. Citando uma conversa que teve com um executiva da Schneider Electric ele menciona que a informação em tempo real necessária a tomada de decisão está em um quadro branco onde as pessoas anotam os problemas que estão ocorrendo e que não permitem alta produtividade. Segundo Gary, este quadro branco é tempo real e não as informações que estão no MES, que ele diz ser história do passado.
É muito interessante ouvir isso, porque sempre achamos que os países desenvolvidos tem sempre uma solução melhor que a nossa. O Kite MES não utiliza quadro branco porque as informações sobre problemas na produção são passadas através de displays, telas de computador colocadas na produção, tudo em tempo real. E o coletor de dados AcquaDat permite informar o sistema do problema assim que ele ocorre. Sugiro, a quem puder ler o editorial do Grary, é muito esclarecedor, principalmente quando ele diz que: “I think most are still using Microsoft Excel” ou “Acredito que a maioria ainda utilizam Microsoft Excel”. E nós que ainda achamos que as empresas brasileiras estavam atrasadas. Talvez esse seja o momento certo para dar o salto de produtividade.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Boa matéria,
Estamos implementando essas medições em um ambiente de produção sazonal. É um desafio e tanto…
Att,
Olá José Roberto.
O que acha de contar a sua experiência em medir OEE com produção sazonal ?
Quem sabe podemos publicar aqui no Blog ?
Obrigado, fico feliz que tenha gostado.
Abraços,
Caique.
Olá Caique,
Gostaria de saber se consigo implementar essa forma de medir eficiência em uma industria de Moagem de trigo.
Obrigada
Olá Natália,
Em tese é possível medir em qualquer tipo de indústria. No caso de moagem de trigo imagino duas formas (mas devem existir outras):
1. Medir o peso quando o trigo for embalado e contar o tempo em que se produz cada pacote, teríamos uma meta de produção (tempo padrão) e o real medido pelo sistema.
2. Caso tenha esteira para transportar o trigo é possível medir a velocidade da esteira e o sistema calcular a quantidade que está sendo produzida e definindo uma quantidade de produção por hora (tempo padrão novamente) é possível analisar a eficiência.
No caso da disponibilidade é mais simples se esta programado para produzir e não está produzindo, medido no sensor, então está indisponível.
A qualidade talvez seja um pouco mais difícil porque não sei como definir a qualidade do trigo moído mas se for possível essa informação seria introduzida no sistema, caso contrário considera-se que não houve refugo de produção.
Espero ter respondido suas questões, caso tenha ficado alguma dúvida estou a disposição.
Abraços,
Caique.
Gostariasaber como montar planilha em excel para medir eficiência de produção diaria
Queremos controlar o OEE para uma planta de montagem seriada de máquinas.
É possível?
Olá Fernando,
Sim sem dúvida é possível. A montagem que você se refere imagino que envolva vários operadores.
O operador ou grupo de operadores podemos medir disponibilidade, produtividade e qualidade do produto acabado.
Porém é mais comum o uso do OLE para a gestão de pessoas.
Tem um outro artigo no blog que fala sobre OLE com mais detalhes.
Abraços,
Caique.
Como faço para conseguir O Kite OEE Free??
olá. É possível aplicar essa metodologia em indústria de malharia (fabricação de tecidos de malha) em teares circulares, maquinas digitais de sublimação, transfer. É levado em consideração o tempo da entrada do pedido do cliente, a aprovação da direção, verificação e composição dos estoques para fabricação, setup, serviços terceirizados, etc.?
Como posso conseguir o programa FREE?
Olá,
Sim, um sistema MES que gerencie OEE pode ser utilizado em indústrias de malharia, aliás pode ser e é utilizado em qualquer tipo de indústria.
Me parece que sua necessidade é de um ERP. Os sistema MES é sistema para gestão da produção, iniciando no setup e encerrando na finalização da produção. Um sistema MES pode trabalhar em conjunto com um ERP para atender essas necessidades.
Encerramos a oferta da versão free em dezembro de 2013.
Espero ter respondido suas dúvidas.
Caique.